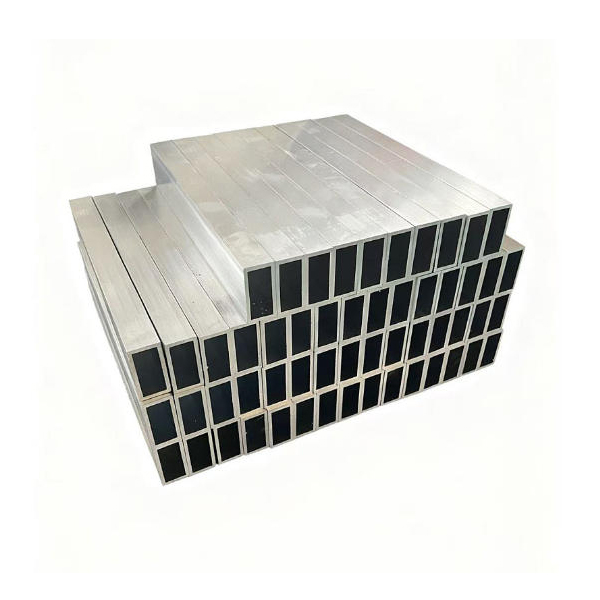

2A12 合金是一种高性能的 Al–Cu–Mg–Zn 系列铝合金,广泛应用于航空航天、国防及高强度结构件领域。其力学性能主要依靠固溶处理后通过自然时效析出强化相(S 相,Al₂CuMg)来获得。T4 与 T351 两种常见状态的主要区别在于淬火后是否加入机械拉伸消除内应力的步骤,这一差异显著影响了残余应力水平、尺寸稳定性及最终机械性能。
2A12 铝合金在 T4 与 T351 状态下的性能差异对比表:
| 项目 | T4 状态 | T351 状态 |
|---|---|---|
| 定义 | 固溶处理后自然时效至相对稳定状态 | 固溶处理后拉伸消除应力,再自然时效 |
| 热处理工艺流程 | 1. 495–505 °C 固溶 1–2 h2. 水淬3. 室温自然时效 5–7 天 | 1. 495–505 °C 固溶 1–2 h2. 水淬3. 2–3 % 拉伸消应力4. 室温自然时效 5–7 天 |
| 残余应力 | 较高(无拉伸步骤) | 较低(拉伸步骤可释放内应力) |
| 尺寸稳定性 | 一般;机械加工时易出现轻微变形 | 优秀;拉伸消应力后加工变形更小 |
| 典型屈服强度(0.2% 偏移) | ~300–330 MPa | ~310–350 MPa |
| 典型抗拉强度 | ~430–470 MPa | ~440–490 MPa |
| 断后伸长率 | ~12–16 % | ~10–15 % |
| 布氏硬度 | ~115 HB | ~120 HB |
| 耐蚀性能 | 中等;由于残余应力较高,对应力腐蚀略微敏感 | 中等;残余应力低,对应力腐蚀抵抗略优 |
| 加工性能 | 良好;但残余应力释放可能引起变形 | 良好;尺寸稳定性高,加工精度更易控制 |
| 典型应用 | 对尺寸精度要求不高的结构件 | 对维持高强度和高尺寸精度的航空航天关键件 |
| 工艺成本与复杂度 | 工艺简便、成本较低 | 增加拉伸步骤,成本与复杂度略增 |
冶金背景
固溶处理后,T4 与 T351 均通过室温自然时效生成细小的 S 相沉淀,阻碍位错运动,提升合金强度。T4 在淬火后直接时效,获得中等强度和一般尺寸稳定性;而 T351 在淬火后立即进行约 2–3 % 的拉伸,释放淬火产生的内应力,再进行自然时效,从而在不降低强度的前提下,显著改善加工后的尺寸稳定性。
对力学性能的影响
由于拉伸消应力的作用,T351 的屈服强度和抗拉强度通常比 T4 高出约 10–20 MPa;断后伸长率略低,反映出初始的工作硬化;硬度也提高约 5 HB。这些改进使 T351 在高载荷部件中更具竞争力。
尺寸稳定性与加工
残余应力在加工过程中会释放,引起零件翘曲。T4 零件在粗加工后常需额外消应力处理(如低温回火或拉伸),以满足公差要求;而 T351 零件因已拉伸消应力,可更好地保持形状,减少后续工序的调整成本。对于精密航空航天结构件而言,这一优势往往超过了额外的工艺成本。
耐蚀与焊接
两种状态基于相同化学成分,固有耐蚀性相似。但 T351 因残余应力更低,对应力腐蚀开裂抵抗能力略优。常规电弧焊易产生热裂纹,无论 T4 还是 T351,摩擦搅拌焊(FSW)或电子束焊(EBW)都是更佳选择。
应用与选材建议
• T4:适用于一般结构件,对极限尺寸控制要求不高,工艺简单、成本较低。
• T351:常用于航空航天蒙皮、隔板、导弹壳体等需兼顾高强度与高精度的关键部件。
虽然 T4 与 T351 都通过析出强化提升性能,但 T351 增加的拉伸消应力步骤显著降低了残余应力、提升了尺寸稳定性,适用于高精度关键件;而 T4 工艺更简便、成本较低,适合一般强度需求的结构件。了解两者差异,有助于在性能、成本与加工便捷性间实现最佳平衡。