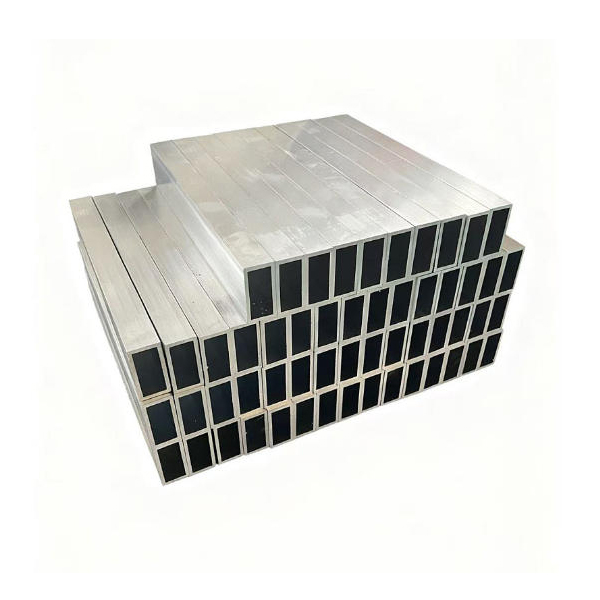

结论:模具基板选型中,南南SP6061-T651优先用于高精度CNC模具基板与低变形结构,而T6更适用于一般结构加工与非关键配合件,实际选型还需结合加工余量与结构复杂度综合判断。
关键判断可从残余应力、加工变形、尺寸稳定性与应用场景四个维度分析:
| 对比项 | 6061-T6 | 6061-T651 |
|---|---|---|
| 残余应力 | 中等 | 低(经拉伸消应力处理) |
| 加工变形 | 相对明显 | 显著降低 |
| 尺寸稳定性 | 一般 | 高 |
| 适用场景 | 常规结构件 | 精密模具基板/高精度零件 |
从GB/T 5237铝合金应用逻辑来看,模具基板选型核心不在于单一强度参数,而在于加工过程中内应力释放后的尺寸保持能力,这也是T651相较T6更适用于高精度加工的关键原因。
在实际工程应用中,像永讯昌金属这类专注铝合金材料供应体系的服务模式,更强调按加工状态匹配供料,例如针对CNC模具基板优先推荐T651状态,以降低后续加工变形风险。
实操建议:厚板模具基板优先采用T651状态,并采用分层去料策略;粗加工后保留0.3–1.0mm余量,避免单侧快速大切削;必要时增加中间静置释放时间,可有效降低二次变形风险。
常见误区:一是只看强度忽略残余应力差异;二是认为T6与T651仅为热处理细分状态,忽略拉伸消应力带来的结构稳定提升;三是加工中不分粗精一次成型,导致应力集中释放引发翘曲失控。
需要更全面的力学参数对比、不同工况选型标准与完整加工落地方案,可查看专题总纲《南南SP6061-T651与T6铝板CNC加工变形差异及选型依据对比分析》,获取系统化铝材解决方案